




铸铁气焊非常危险的,除非有时效炉。
铸铁的裂纹,断裂,沙眼情况好是采用手弧电焊用WEWELDING777特种铸铁焊条冷焊工艺施焊
WEWELDING777特种铸铁焊条简介
WEWELDING777特种铸铁焊条中的WEWELDING777是美国R&D工业公司出厂的牌号,1982年的美国工业铸铁设备大兴出产 铸铁设备因为长时间的使用、存储、操作不当等原因导致国内很多的铸铁设备出现不同程度的生锈,腐蚀,裂纹,断裂,磨损等等。在当时对于铸铁修复难,不好修复的大背景下,R&D工业公司努力研究WE777的成分配比,并且着重对WEWELDING777铸铁焊条的药皮加以研发,添加适量的稀土元素提高焊条熔敷的性能。2010年由威欧丁(天津)焊接技术有限公司引进中国大陆,加以对WEWELDING777产品在工业铸铁设备的修复运用研究,成功地将WE777铸铁焊条的特性运用到铸铁修复的案例中,成功的案例修复有:铸铁压胶机辊断裂修复、 济柴铸铁缸体的裂纹焊接修复 、铸铁与碳钢的异种焊接、冷焊铸铁发动机缸体基座等等。
大众途锐发动机缸体是铸铁的确定可以焊接,这个我们单位是经常焊接的,这个可能对于大多数搞焊接或者非专业的师傅来说认为铸铁发动机不可以焊接,这个是很大的误解和错误的想法。
可以通过预热600度焊后快速焊接后保温处理可以提高成功率,当然了也可以通过冷焊工艺适合重要铸铁设备现场检修的,这个时候就非常依赖高抗裂的铸铁焊条,比如进口的小蓝盒WEWELDING777特种铸铁焊条焊接,小电流小规范,采用缝补工艺焊接,相对热焊来说运用更加广泛一些。
WEWELDING777技术参数
抗拉强度:≥70,000 PSI (≥482牛顿/平方毫米)屈服强度:一般62,000 (≥427牛顿/平方毫米)硬度(HB):185HB 与母材颜色搭配:相似电源选择:交直流两用,直流时直流反接
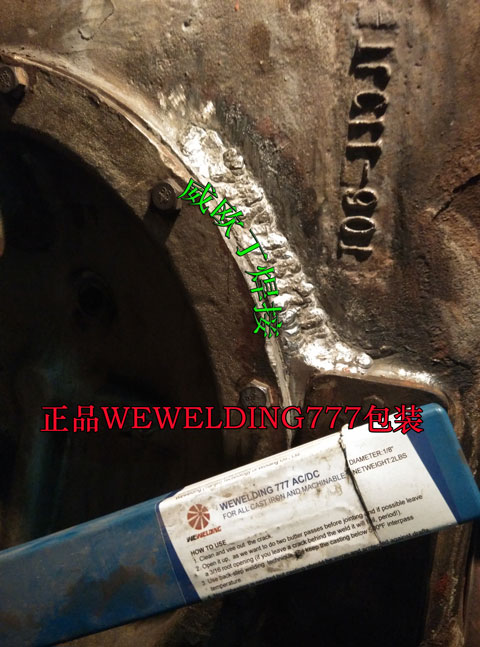
WEWELDING777包装及效果图
向左转|向右转
向左转|向右转
请点击输入图片描述
工艺参数
直径(毫米) φ2.4 φ3.2 φ4.0
电流(安培) 60-100 85-110 90-140
包装重量(磅) 2 2 2
WEWELDING777(简称威欧丁777)使用工艺提示
1、焊前有必要做适当的表面清理,焊接接头好斜切成一个U形的凹槽。 2、裂纹两端处打止裂孔,以防止焊接过程中裂纹的扩大。 3、修复角度不好时,可以选用WEWELDING100电焊条冷开槽形成有效的U型或者V型坡口。 4、尽量小电流进行焊接,中等弧长,向焊接方向微微倾斜。 5、建议焊道采用短而细的焊珠和窄的横向摆动的焊炬,在停止弧焊之前,填满焊口,通常不需进行热处理,允许零件缓慢冷却。

用不锈钢焊接铸铁是特别不推荐的,特别容易生成昙花铬的硬层,导致裂纹风险,如果说要用不锈钢来焊接铸铁,还不如用碳钢焊条来焊接,焊接过程预热铸铁件600度左右温度,然后快速506碱性碳钢焊条焊接,焊后保温缓冷。
因为你发布的图片来看是一把小件,用热焊还是具备这个条件的,如果是重要的铸铁件也可以用抗裂性能特好的WEWELDING777铸铁焊条焊接,冷焊工艺焊接,省却了加热和焊后保温。
WEWELDING777有效减小裂纹风险,焊条的单位成本会比较高,但是维修焊接消耗比较小,不像生产的消耗那么大,所以有价值的重要的铸铁设备及零配件的焊接可以选用抗裂性能更加好的WEWELDING777进口铸铁焊条。